OneCNCXR8 version 62.77
OneCNCXR8 version opdatering 62.77
OneCNCXR8 version 62.77 indeholder mange justeringer, som vi har beskrevet her. Men først har vi en påmindelse til alle OneCNC-brugere.
Særlig note og påmindelse til alle OneCNC-brugere.
Ved brug af en hvilken som helst lagermodelværktøjssti skal toppen af materialetoppen Z (toppen af jobbet) altid indstilles korrekt.
Selvom dette er en påmindelse, men altid har været kravet i alle versioner af OneCNC i topindstillingen for dialogboksen Værktøjs-clearances.
Dette styrer ikke kun alle frigørelsesværdier, men kontrollerer også dybdeværdierne for lommeprofilers boring og alle dybder af lagerværktøjets stier.
Dette viser en typisk del, og pilene viser Material Z Top

Dette viser godkendelsesdialogen, der kontrollerer materialet Z-toppen (toppen af jobbet)

Denne udgivelse inkluderer mange funktionelle justeringer, og disse er de vigtigste.
Hjælp-fil
Ny opdateret engelsk hjælpefil og tutorials.
Trykning
Blev forbedret for at forhindre, at ugyldig enhed forårsager, at udskrivning mislykkedes.
Z niveau ru
Grov værktøjssti på Z-niveau forbedret for at forhindre, at der ikke genereres
Graver simulering
Gravering af værktøjssimulering blev forbedret.
Trådcyklus
Drejebænk cyklus gevindlængde Z positiv retning blev korrigeret
Sprog
Kinesisk sprog opdateret
Japansk sprog opdateret
HS-lomme
HS Lukket lomme blev justeret for at forhindre, at der blev genereret som HS Open, hvis materialetoppen blev indstillet. Z-positiv havde yderligere forbedringer. Der blev foretaget ændringer i modregningsmetoden, der ændrede opførelsen af lommens øverste kant inklusive overkanten, når den blev brugt ..
Mølleprofil
Mølleprofil ved hjælp af bullnose-værktøj indstillet til grove dybder afsmalningsvinkel blev korrigeret sammen med forbedret opførselsmetode til start af den øverste kant af profilen.
Mølleprofil
Mølleprofilværktøjets spidsradiusforskydning blev korrigeret, og yderligere generel forbedring af adfærden blev foretaget til den øverste kant af profilen.
Detaljer om de nye lomme- og profilfunktioner
Grænseværdier ændres i følgende grafik.
Når du bruger en lagerværktøjssti, er en af de vigtigste værdier i hver funktion toppen af Job Z-værdien.
Dette skal altid være på toppen af jobbet
Det kan være muligt at have grænsen på et andet Z-niveau, men toppen af jobbet skal altid være den Z-værdi, der bruges i værktøjsindstillingsdialogerne i OneCNC
Denne første grafik viser en konisk kuglemølle, der bruges til at lomme og færdigprofilere en lomme.

OneCNCXR8 understøtter firkantede endefabrikker i standardstil, koniske værktøjer med firkantede kuglehoveder og tyrefægter.
Brugere skal være opmærksomme på, at nogle af disse værktøjer, som har den største diameter på værktøjet ofte vil være uden for lomme- eller profilgrænsen.
Dette afhænger naturligvis af værktøjets størrelser og længder sammenlignet med lommen eller profilen der bearbejdes.

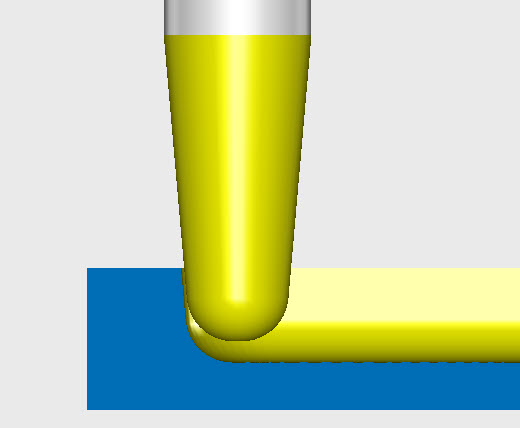
Dette viser en konisk væglomme ved hjælp af Bullnose End Mill ved hjælp af grove og finige parametre.

Lav lomme, hvor værktøjets spidsradius er større end lommedybden, vil kanten af det værktøj, der bruges, nu skære til grænsen.

Dette viser tydeligere, at lommedybden er mindre end radius.

Dette viser en lav lomme med en profilafslutning ved hjælp af en firkantet slutfabrik og en profil ved hjælp af en kuglemølle.

Vær opmærksom på, at i OneCNC stikker mange værktøjer ud over grænsen for lomme- eller profilfunktioner.
Kugleender, hvor spidsradiusen er mindre end lomme- eller profildybden eller hoveddiameteren af koniske endefræser overskrider ofte profilgrænsen.
Højhastighedslomme anbefales ikke til en lav lomme med en stor spidsradius.
Et bedre valg ville være en traditionel lomme eller Zig Zag lommestilarter med indstilling af finishprofil.
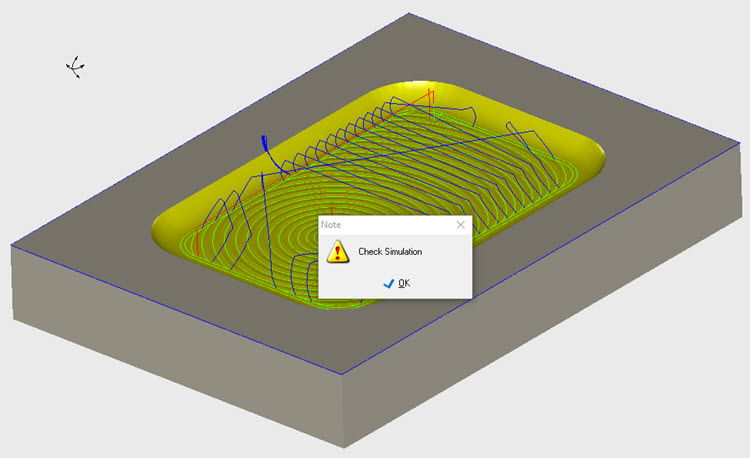
Hvis du bruger HS-stil til denne lave dybdelomme, vil der være en meddelelse om at kontrollere simuleringen.
HS-stil giver muligvis ikke en passende finish til en lav lomme, hvor spidsradiusen er større end lommedybden.

Her er andre typiske eksempler på værktøjer med den største diameter, der overskrider grænsen.
Konisk kugleendeværktøj
Tapered Bullnose Tool

Konisk firkantet endeværktøj

Der er mange lagerværktøjsstier, der kan have overhæng, inklusive afskrækkelsesværktøjer.
Modelværktøjsstier har mange flere lignende situationer.
Dette er grunden til, at alle værktøjsstier skal simuleres, før du lægger filen på maskinen.
Denne grafik viser et afskrækkelsesværktøj.

OneCNCXR8 version 62.73 er nu tilgængelig i OneCNC-opdateringsserveren for alle licenserede OneCNCXR8-brugere ..
OneCNC opdateringer
OneCNCXP 5.23
Juli 31 2003
OneCNCXP 5,27
Sep 05 2003
OneCNCXP 5,29
Sep 12 2003